本文目录一览:
零部件装配
1、)确定装配方法、顺序,准备所需的装配工具。 3)对零件进行清理和清洗。 4)对某些零件要进行修配密封试验或平衡工作等。
2、发动机主要部件的装配注意事项如下:气缸套的安装气缸套是柴油机的易损件,其安装要点包括:(1)将不带止水环的气缸套放入缸体中试一试,使其转动灵活,无明显晃动。同时,检查气缸套台阶尺寸是否符合规定范围内。
3、机械装配应严格按照设计部提供的装配图纸及工艺要求进行装配,严禁私自修改作业内容或以非正常的方式更改零件。装配的零件必须是质检部验收合格的零件,装配过程中若发现漏检的不合格零件,应及时上报。
4、由一只轴齿轮驱动),笔者就曾遇到两例因该油泵油封装反而导致的油液互窜故障。
电动机上联轴器的加工技术要求
1、检查联轴器及其两端的轴承箱是否符合规定的精度等级和应力要求。将两端轴线转到同一水平线或同一高度线上,或者保证两个轴的倾斜度小于联轴器的允许偏差。调整联轴器的相对角度,使其在正确的角度。
2、一般有三种加工方法,可以用精密铸造,但铸造的工件一般达不到技术要求,国外用精密铸造的比较多,国内一般用铣床铣,这种加工方法简单,另外还可以用车床车,但要用工装。
3、相对于其它形式步进电机联轴器,刚性更高;具有较好的隔热性能;轴孔形式分夹紧式以及胀套式两种,其中胀套式可承受较大的转动惯量,一般用于数控机床(加工中心)主轴联接。
4、当然这也要根据电机转子所承受的转矩有关,可根据计算加上经验得出,电机的轴伸端是与客户接口的部位,要进行精磨,一是要美观,另外精磨后与联轴器接触面积较大受力均匀,可满足电机传递扭矩的用途,键槽需要铣床加工。
5、只要提出需要的螺栓的性能等级就可以了,注意,不是强度等级,而是性能等级,螺栓性能等级最好8级以上,至于一楼说19级,当然最好,但用不到那么好的,有时螺栓并不是最薄弱环节,还取决于你使用多少个螺栓。
请问生产联轴器都需要哪些设备,具体的操作流程又是什么呢?
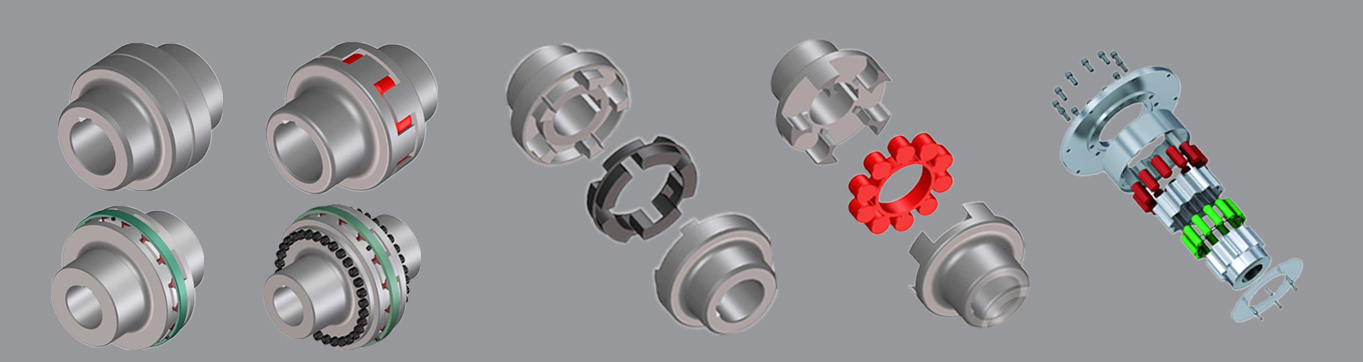
联轴器装配完毕,花键副应滑动自如,关节应转动灵活 组装完毕,清洗表面,除法兰端面,端面键涂抹防锈油脂外,其余刷防锈底漆一遍,在喷漆(不得刷漆)。包装时,应垫平、卡紧。
第十一,去焊渣:清洁零件表面与残留焊渣。通过上述方式,本发明能够使联轴节的加工工艺更为简便,加工精度高,质量好,使用时磨合时间短,使用寿命长。
万向联轴器十字轴的加工设备通常有:车床、磨床、铣床、钻床、插床等等。十字轴是十字轴式万向接轴上的重要零件,精度要求高,加工难度大。
因为你很缺技术,所以你只能当老板,聘工人。
联轴器精度等级
1、工作转速低于500r/min的万向联轴器一般不进行动平衡试验。工作转速高于500r/min(包括500r/min)的万向联轴器必须进行动平衡试验。平衡品质等级应符GB/T9239中G16的规定。
2、所需精度在很大程度上取决于机器类型及其运行速度。一般而言,偏移值为±0.05 mm(速度为 1500–3000rpm 时)。然而,参考机器或部件加工的相关规格至关重要。
3、在一般机械中广泛应用,应用条件IT6相似,但精度稍低,相当于旧国标中级精度轴或2级精度孔的公差。
4、离心泵联轴器的径向偏差不应大于0.02毫米。轴向偏差应在3个以内,最大不能超过5个。选择工具,用具选择校正的基准。
")
